
Troubleshooting: Under Extrusion

Under extrusion is one of the most common issues that come with 3D printing. Unfortunately, there are plenty of different causes for it and it is usually quite difficult to identify them. But the good news is that there are many articles and video tutorials that cover just that topic. We summed up a great tutorial by Tom Tullis for you in written form and also added the original video for further explanations.
What is Under Extrusion?
As the name implies, we speak of under extrusion when not enough filament is extruded through the nozzle onto the printer’s build plate. This can result in gaps between layers of your model. Other times, your model surface appears smooth, but it is very brittle and falls apart easily.

Causes and Fixes (source: Fixing Under Extrusion by Tom Tullis)
Fix 1 – Change your printing temperature and printing speed settings in Cura.
Quite often, the printing core is moving too fast over the build plate and the filament is not melted quickly enough to flow through the nozzle sufficiently.
Fix 2 – Check if the filament gets stuck or tangled before it is fed into the printer and untangle it if it does. If you take the filament role on and off the printer quite often, the filament tends to get tangled and does not run through the filament guide smoothly.
Fix 3 – Check if the filament diameter listed in Cura matches the actual diameter of the filament that you are using. Bear in mind that this issue is quite uncommon if you are using an Ultimaker printer and Cura as your slicing program.
Fix 4 – Level the bed properly. Sometimes, the nozzle is too close to the bed and the amount of filament that is supposed to be extruded cannot come out correctly, so it partially clogs the nozzle. To find out if this is your problem, check the first layer of your print. If it looks and feels completely smooth, you’re probably dealing with a different issue. If it feels uneven or looks patchy, relevel the bed. Find a guide on how to do so here.
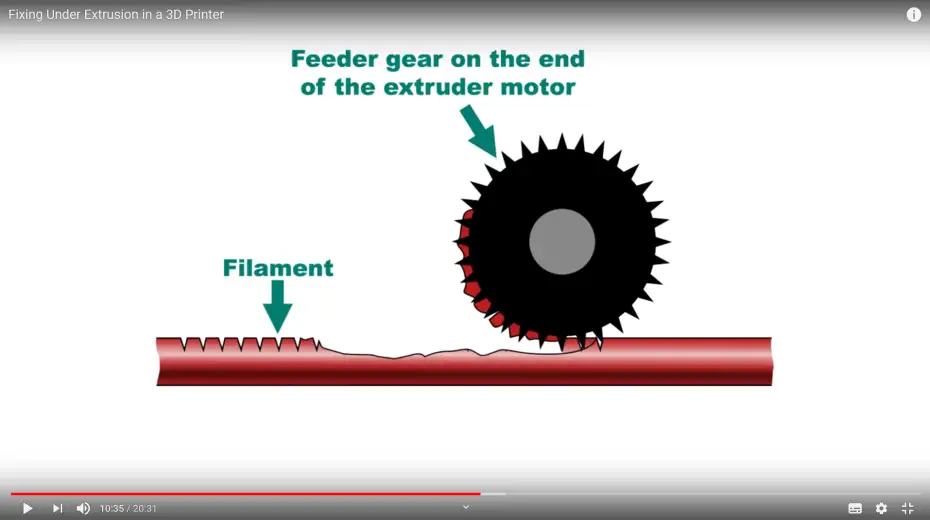
Fix 5- Check the filament feeder. If a 3D printer has been in use for a long time, filament debris tends to get stuck in the feeder and clogs it, so it cannot move the filament forward through the Bowden tube properly. Unscrew the feeder and brush off the filament dust with a tooth brush. If this is your issue, you might also want to check your bowden tube as there is a high possibility that there are plastic shavings clogging the tube too. If so, take the tube out of the printer and blow some compressed air through it, the put it back into the printing system.
Fix 6 – Loosen or tighten the tension of the spring by adjusting the screws on the feeder. If the spring is too loose, it cannot grip the filament properly in order to move it. If it is too tight, it grinds the filament down and causes the same issues described in 5) above.
Fix 7 – Lower the retraction value in Cura. If you notice that a very detailed area of your print is appearing faulty, it is likely that the retraction value is set too high (Retraction means, that the feeder pulls back the filament a few millimeters when the nozzle is travelling over the print). As a result, the feeder wheel grinds down the filament in one little section as it moves back and forth and it eventually cannot be moved properly anymore. To fix this, it usually helps to lower the retraction to 5/6mm, but you can also try lowering the tension of the feeder spring to prevent filament grinding.
Fix 8 – [Ender 3 or Creality printers only] Make sure that the bowden tube is connected to the printing core properly. With Ender 3 or Creality printers, the bowden tube has to go right through the heating core and touch the nozzle.
Fix 9 – [Ender 3 or Creality printers only] Replace the heating core. The heater block is simply manufactured badly. The heating core connects to the upper extrusion part, meaning that its heat transitions upwards and softens the filament before it is supposed to be melted. Therefore, the nozzle can get clogged.
Fix 10 – Straighten out the filament rest. If a filament role is nearly used up, the ‘leftover filament’ is usually rolled up more tightly around the spool and thus causes drag when it is trying to go through the relatively straight Bowden tube. To fix this, take the filament rest off the role and straighten it out with your hands.
Fix 11 – Check if the nozzle is partially or fully clogged! To do so, heat up the printing core to 200-215°C and manually push filament through the printing core. If the filament comes out as a clean, straight and even string, the nozzle is not clogged. If it comes out as a thinner line that wants to curl up, the nozzle is partially clogged. To fix this, you will have to do a cold pull; Remove the filament and the bowden tube from the printing core and heat it up to 200-215°C again. Force a piece of filament (10-15cm) through the nozzle until it comes out on the other end. While the piece of filament is still stuck in the core, reduce the heat to around 90°C. The filament will solidify slighty without being completely hard. When the temperature has lowered down to 90°C, sharply pull the filament up and out of the printing core. If you find debris on it, you will need to repeat the cold pull until it comes out clean. If it is clogged too badly (that is if the filament does not go through the nozzle at all), you will have to replace the nozzle altogether.
Fixing Under Extrusion (by Tom Tullis)
You did not find a solution to your problem? Check out this post from the Ultimaker Community Forum to find a list of some more causes for under extrusions.